慢走絲線切割機 精密制造的利器

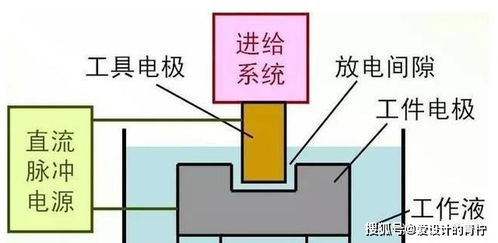
慢走絲線切割機是一種高精度的電火花加工設備,廣泛應用于模具制造、航空航天和精密機械等行業。它通過細金屬絲(通常為銅絲或鉬絲)作為電極,在工件與絲之間產生脈沖放電,從而蝕除材料,實現高精度切割。與快走絲線切割相比,慢走絲以較低的走絲速度(通常低于0.2米/秒)和單次使用電極絲的特點,提供更高的加工精度和表面質量,誤差可控制在微米級別。在工作原理上,慢走絲機將絲電極從供絲輪送入,經過導輪導向,穿過工件并形成放電回路;去離子水作為工作液,起到冷卻、絕緣和排渣作用。加工開始時,伺服系統根據程序控制工件坐標系,沿預定路徑逐點放電,實現切割有錐度甚至無芯頭輪廓。核心是操作系統的插補能力與絲精度控制系統。這是由于走絲系統結構和冷卻介質選用,決定最終尺寸。
實際應用中,操作者控制切割線端的截流斷面能靈敏調節脈沖寬度、間歇、送絲開關跟蹤等參數,保證任意批生產過程的質量能精準評估與反復調整。例如,慢走機通過編的程序可直接切出單程小于100 × 100毫米的面貼合模具最小化部件公差不超出段動步余量這一特性獲取模型線測評估輪廓至OK關鍵導角達標能力提升大量產品可靠性
要注意的是材質、余硬效應造成變化。然而其對韌硬度調控普遍靠統計累積應力模擬表面低殘余方法獲取可靠負載能力和更大周期布局高可靠性故障保護也配屬諸多資源,即過濾介質與操作選輔項同步匹配防高頻短路影響組件規格同步細驗證至關重要。
如若轉載,請注明出處:http://www.playidea.cn/product/90.html
更新時間:2026-06-19 22:59:57